How do you place a new, small concrete pad in an existing building and achieve a flatness and levelness far greater than superflat? That’s what a pharmaceutical plant needed for a new pill-rolling machine, but getting there proved difficult.
Understanding the challenges of this slab type, which we call micro flat, will allow contractors to make realistic bids and use placement procedures to produce a slab that meets these extreme specifications.
Why F-number testing doesn’t apply
One of the more challenging specifications concrete contractors and designers are facing is for extremely flat and level floors to mount newer types of precision manufacturing and diagnostic equipment. This equipment, mostly from European manufacturers, is used in the manufacturing and medical fields and ranges from gamma cameras and MRI units to pill-fabricating and milling equipment. The requirements of such high-tech equipment create significant challenges, particularly in existing facilities where flatness and levelness tolerances weren’t tightly monitored.
Just determining if the floor meets the specification is difficult. For many years, the standard for testing concrete floor flatness (FF) and floor levelness (FL) has been ASTM E1155 “Standard Test Method for Determining FF Floor Flatness and FL Floor Levelness Numbers.” Over time, results have proven the methodology accurately presents true levelness and flatness of properly tested concrete floors.
However, these concrete slab specifications are driven by the manufacturer’s mounting requirements, which are seldom in F-numbers. The machine mounting slabs also seldom meet the minimum slab size for ASTM E1155, which is (in paragraph 7.2.1) 8 feet long on a single side and a minimum area of 320 square feet. Architect-engineers, who probably don’t know this, provide cut-and-paste project specifications with F-numbers.
This means a modified testing method must be used.
A new way to verify requirements
One example was a 7.5-foot-by-10.5-foot slab placed in a pharmaceutical plant to mount a pill-rolling machine. The machine’s manufacturer required no more than 1 millimeter (0.039 inches) of variation across the entire mounting area. This equates roughly to an FF 214 and is well above the superflat threshold of FF 100.
The mounting slab was placed into an area where the original interior slab was cut and removed. The actual floor area required to mount the equipment was smaller than the slab placement; but, to make it easier to place the concrete, the contractor expanded the placement area.
After the slab was placed, the general contractor hired Terracon Consultants Inc. to verify the manufacturer’s specifications were being met. Instead of ASTM E1155, we used a test method developed by Face Construction Technologies Inc. of Norfolk, Va., the manufacturer of the Dipstick floor profiler: a 3-D elevation survey performed using a series of parallel runs spaced 1 foot apart with individual elevation measurements spaced 1 foot apart on each run.
{kind=link}

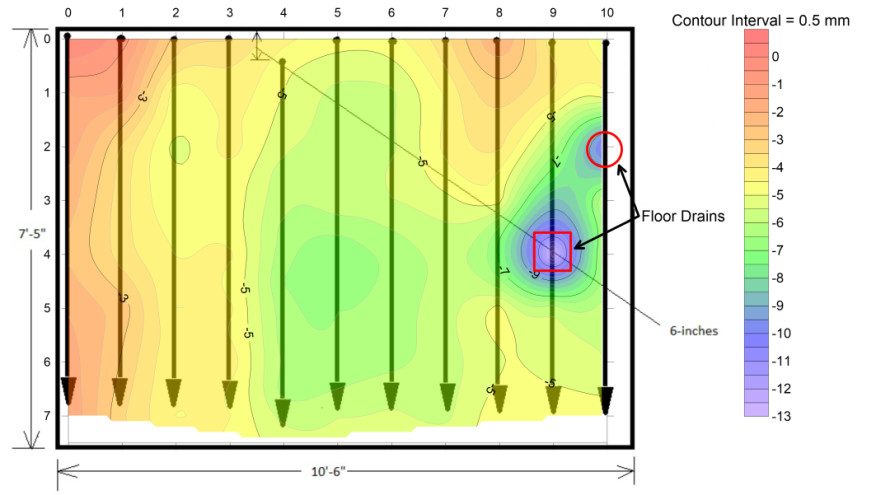
Figure 1 shows the test layout, looking like a comb, with the top of the comb as the reference run and each parallel run a comb tine. The starting point at the top left is zero elevation and progresses horizontally across the slab to the top right corner with the parallel runs spaced a foot apart. Each measurement taken from the initial zero was a plus or minus elevation reading.
{kind=link}

We drew a circle around the profiler’s foot at the starting point for each parallel run and recorded the difference in elevation from the zero reference at each start point. (We used a Dipstick 2272) Linking the starting elevation of each parallel run to the reference run’s zero start point fixed that run in space in relation to the others. The result was a survey of variations in elevation measured in 1/1000th (0.001) inch on a 1-foot-by-1-foot grid.
{kind=link}
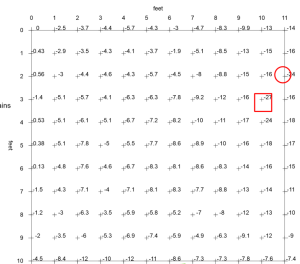
We converted the data to CAD data, overlaid it onto a scale drawing of the test area, and inserted it into Golden Software’s Surfer 3-D mapping software. The result was an executable 3-D image of the surface (Figure 2) and a two-dimensional data table (Figure 3). The software allows the image to be rotated and layered for analysis. The two significant depressions on Figure 3’s right side represent floor drains.
You can’t fix what’s unfixable
Unfortunately, the floor didn’t meet the manufacturer’s tolerance of no more than 1 mm (0.039 inches) of variation – not surprising considering placement procedures weren’t designed to meet the beyond-super flat tolerances. Achieving them would most likely have required installing a permanent rail system and using a highway screed. The rails would have had to be leveled using a measuring device accurate to 0.001 inches and ground to proper levelness.
In an attempt to meet the specification, the contractor chose to grind and fill the surface with self-leveling epoxy. We tested each of the four attempts to correct the slab. The elevation test procedure is repeatable, so each additional survey was performed in the same locations, allowing us to easily compare each succeeding attempt.
{kind=link}

Figure 4 is a section profile at run location 4. Section 4-1 represents the slab before repair attempts. The first two attempts (Sections 4-2 and 4-3) made some progress, but the overall profile remained. The final attempt (Section 4-4) decreased the floor profile below its initial condition because the contractor continued operations to further correct the slab without waiting for the previous elevation survey’s results.
The repair failed because grind-and-fill operations couldn’t be reduced to the fine scale necessary to meet the specifications. The contractor was over-relying on the topping’s self-leveling capabilities instead of trying to correct the overall elevation. In addition, because the edges of the mounting slab were required to meet the edges of the existing slab, crews ground a dish into the slab’s central portion as they attempted to adjust the edges.
After the final repair attempt, the contractor asked the machine manufacturer if it could narrow the repair to the mounting area rather than trying to meet the elevation variance tolerance on the entire mounting slab. The mounting areas encompassed a 1-square-foot area for each of the machine’s four mounting feet. The contractor concentrated on leveling these four locations relative to one another and ignored the rest of the slab. The manufacturer said that, although not ideal, they could live with it.
Doomed from the start
We initially recommended removing and replacing the entire mounting slab using procedures designed to meet the manufacturer’s requirements. However, this particular machine uses a conveyor that requires the adjacent slab to be at the same elevation as the mounting slab.
Therefore, the mounting slab had to be finished to the surrounding slab, which wasn’t placed using methods designed to achieve micro flat floors. Unable to control the finished edges with a rail system and forced to strike off the new slab using the surface of the existing slab, the contractor’s chance of success was very small to none.
Fundamentally, mounting slabs for high-tech machinery shouldn’t be placed using standard procedures. Instead, contractors should:
- Use permanent rail screeds that are laser-leveled to one another and to themselves
- Use a highway straightedge and closely monitoring placement and screening operations
- Use concrete with well-controlled slumps and mix designs that minimize shrinkage
- Understand proper repair procedures and how to translate digital 3-D images and contour maps to the actual slab for correction if necessary.
As high-precision equipment becomes more available, the demand for extremely flat floors will become more common, requiring renovation of existing slabs and producing challenges like this contractor faced. Contract bids should include clearly defined placement methods designed to meet a micro flat floor specification. This means placement costs for these slabs will be very high in relation to the area of concrete placed. In addition, precision testing should be performed to monitor placement profiles to confirm specifications are being met.
No comments:
Post a Comment